
cnc加工中心数控铣削加工的对刀
文章出处:
人气:1448
发表时间:2019-06-10 00:37:19
当工件以及刀具(或对刀工具)都安装好后,可按下述步骤进行对刀操作。
先将方式开关置于“回参考点”位置,分别按 +X 、 +Y 、 +Z 方向按键令机床进行回参考点操作,此时屏幕将显示对刀参照点在机床坐标系中的坐标,若机床原点与参考点重合,则坐标显示为( 0 , 0 , 0 )。
1 )以毛坯孔或外形的对称中心为对刀位置点
( 1) 以定心锥轴找小孔中心
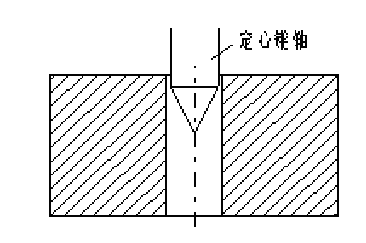

图1定心锥轴找孔中心 图2百分表找中心
如图 1 所示,根据孔径大小选用相应的定心锥轴,手动操作使锥轴逐渐靠近基准孔的中心,手压移动 Z 轴,使其能在孔中上下轻松移动,记下此时机床坐标系中的 X 、 Y 坐标值,即为所找孔中心的位置。
( 2) 用百分表找孔中心
如图 2 所示,用磁性表座将百分表粘在机床主轴端面上,手动或低速旋转主轴。然后手动操作使旋转的表头依 X 、 Y 、 Z 的顺序逐渐靠近被测表面,用步进移动方式,逐步降低步进增量倍率,调整移动 X 、 Y 位置,使得表头旋转一周时,其指针的跳动量在允许的对刀误差内(如 0.02mm ),记下此时机床坐标系中的 X 、 Y 坐标值,即为所找孔中心的位置。
( 3) 用寻边器找毛坯对称中心
将电子寻边器和普通刀具一样装夹在主轴上,其柄部和触头之间有一个固定的电位差,当触头与金属工件接触时,即通过床身形成回路电流,寻边器上的指示灯就被点亮。逐步降低步进增量,使触头与工件表面处于极限接触(进一步即点亮,退一步则熄灭),即认为定位到工件表面的位置处。
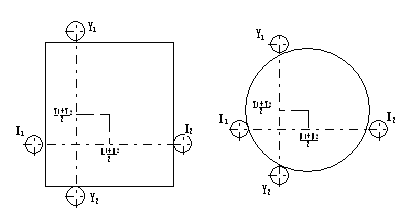
图3寻边器找对称中心
如图 3 所示,先后定位到工件外(内)边缘正对的两侧表面,记下对应的X1、X2、Y1、Y2 坐标值,则对称中心在机床坐标系中的坐标应是((X1 +X2)/2-,(Y1 +Y2)/2-)。
2 )以毛坯相互垂直的基准边线的交点为对刀位置点
如图 4 所示,使用寻边器或直接用刀具对刀。
( 1) 按 X 、 Y 轴移动方向键,令刀具或寻边器移到工件左(或右)侧空位的上方。再让刀具下行,最后调整移动 X 轴,使刀具圆周刃口接触工件的左(或右)侧面,记下此时刀具在机床坐标系中的 X 坐标 x a 。然后按 X 轴移动方向键使刀具离开工件左(或右)侧面。
( 2) 用同样的方法调整移动到刀具圆周刃口接触工件的前(或后)侧面,记下此时刀具在机床坐标系中的 Y 坐标 y a 。最后让刀具离开工件的前(或后)侧面,并将刀具回升到远离工件的位置。
( 3) 如果已知刀具或寻边器的直径为 D ,则基准边线交点处的坐标应为( x a +D/2-, y a +D/2-)。
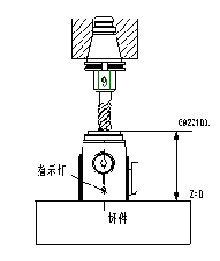
图5 Z向对刀设定
3 )刀具 Z 向对刀
当对刀工具中心(即主轴中心)在 X 、 Y 方向上的对刀完成后,可取下对刀工具,换上基准刀具,进行 Z 向对刀操作。 Z 向对刀点通常都是以工件的上下表面为基准的,这可利用 Z 向设定器进行精确对刀,其原理与寻边器相同。如图 7 5 所示,若以工件上表面为 Z=0 的工件零点,设 Z 向设定器的标准高度为 50 ,则当刀具下表面与 Z 向设定器接触致指示灯亮时,刀具在工件坐标系中的坐标应为 Z=50 ,将此时刀具在机床坐标系中的 Z 坐标值减于 50 后的结果记下来。
先将方式开关置于“回参考点”位置,分别按 +X 、 +Y 、 +Z 方向按键令机床进行回参考点操作,此时屏幕将显示对刀参照点在机床坐标系中的坐标,若机床原点与参考点重合,则坐标显示为( 0 , 0 , 0 )。
1 )以毛坯孔或外形的对称中心为对刀位置点
( 1) 以定心锥轴找小孔中心
图1定心锥轴找孔中心 图2百分表找中心
如图 1 所示,根据孔径大小选用相应的定心锥轴,手动操作使锥轴逐渐靠近基准孔的中心,手压移动 Z 轴,使其能在孔中上下轻松移动,记下此时机床坐标系中的 X 、 Y 坐标值,即为所找孔中心的位置。
( 2) 用百分表找孔中心
如图 2 所示,用磁性表座将百分表粘在机床主轴端面上,手动或低速旋转主轴。然后手动操作使旋转的表头依 X 、 Y 、 Z 的顺序逐渐靠近被测表面,用步进移动方式,逐步降低步进增量倍率,调整移动 X 、 Y 位置,使得表头旋转一周时,其指针的跳动量在允许的对刀误差内(如 0.02mm ),记下此时机床坐标系中的 X 、 Y 坐标值,即为所找孔中心的位置。
( 3) 用寻边器找毛坯对称中心
将电子寻边器和普通刀具一样装夹在主轴上,其柄部和触头之间有一个固定的电位差,当触头与金属工件接触时,即通过床身形成回路电流,寻边器上的指示灯就被点亮。逐步降低步进增量,使触头与工件表面处于极限接触(进一步即点亮,退一步则熄灭),即认为定位到工件表面的位置处。
图3寻边器找对称中心
如图 3 所示,先后定位到工件外(内)边缘正对的两侧表面,记下对应的X1、X2、Y1、Y2 坐标值,则对称中心在机床坐标系中的坐标应是((X1 +X2)/2-,(Y1 +Y2)/2-)。
2 )以毛坯相互垂直的基准边线的交点为对刀位置点
如图 4 所示,使用寻边器或直接用刀具对刀。
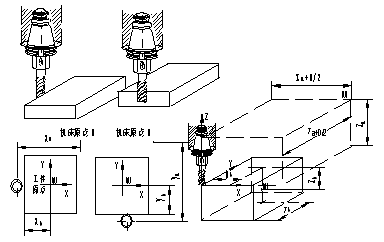 图 4 对刀操作时的坐标位置关系 |
( 2) 用同样的方法调整移动到刀具圆周刃口接触工件的前(或后)侧面,记下此时刀具在机床坐标系中的 Y 坐标 y a 。最后让刀具离开工件的前(或后)侧面,并将刀具回升到远离工件的位置。
( 3) 如果已知刀具或寻边器的直径为 D ,则基准边线交点处的坐标应为( x a +D/2-, y a +D/2-)。
图5 Z向对刀设定
3 )刀具 Z 向对刀
当对刀工具中心(即主轴中心)在 X 、 Y 方向上的对刀完成后,可取下对刀工具,换上基准刀具,进行 Z 向对刀操作。 Z 向对刀点通常都是以工件的上下表面为基准的,这可利用 Z 向设定器进行精确对刀,其原理与寻边器相同。如图 7 5 所示,若以工件上表面为 Z=0 的工件零点,设 Z 向设定器的标准高度为 50 ,则当刀具下表面与 Z 向设定器接触致指示灯亮时,刀具在工件坐标系中的坐标应为 Z=50 ,将此时刀具在机床坐标系中的 Z 坐标值减于 50 后的结果记下来。
此文关键字:cnc加工中心,加工中心
















同类文章排行
- 注塑模具试模方法及注意事项
- 压铸模具钢的选用及提高寿命方法
- 模具异常如何紧急处理
- 数控加工与数控系统
- 谈谈精密模具零件的基本要求
- 挤出吹塑模具加工工艺
- 如何有效降低普通车床刀具钝化
- 普通车床改数控的进给系统有哪些要求
- 塑料模具制作应注意什么
- 加工塑料模具注重以下几点
